

Giới thiệu xi lanh thủy lực
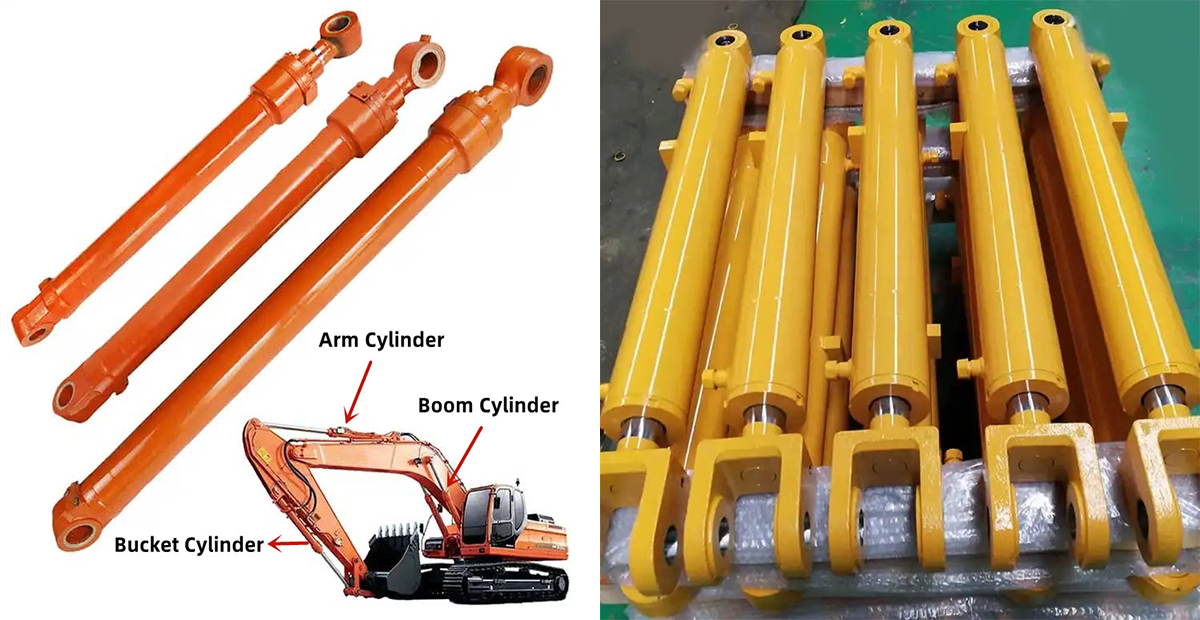
Xi lanh dầu thường dùng để chỉ xi lanh thủy lực. Xi lanh thủy lực là một thiết bị truyền động thủy lực chuyển đổi năng lượng thủy lực thành năng lượng cơ học và thực hiện chuyển động tịnh tiến tuyến tính (hoặc chuyển động lắc lư). Nó đơn giản về cấu trúc và hoạt động đáng tin cậy. Khi nó được sử dụng để đạt được chuyển động tịnh tiến, thiết bị giảm tốc có thể được loại bỏ, và không có khoảng cách truyền tải, và chuyển động trơn tru, vì vậy nó được sử dụng rộng rãi trong các hệ thống thủy lực cơ khí khác nhau. Lực ra của xi lanh thủy lực tỷ lệ thuận với diện tích hữu dụng của piston và chênh lệch áp suất giữa hai bên; Xi lanh thủy lực về cơ bản bao gồm xi lanh và đầu xi lanh, piston và thanh piston, thiết bị niêm phong, thiết bị đệm và thiết bị xả. Thiết bị đệm và thiết bị xả tùy theo ứng dụng cụ thể, các thiết bị khác là cần thiết.
1. Cách chọn xi lanh chất lượng cao?
Để lựa chọn được sản phẩm phù hợp với Xi lanh cánh tay PC200-3, chủ yếu có hai lý do: Đầu tiên, hiểu rõ nhu cầu sử dụng, và xác định phạm vi giá của sản phẩm mà nó có thể đủ khả năng để thu hẹp hơn nữa phạm vi lựa chọn; Thứ hai là chọn nhà sản xuất chuyên nghiệp và thường xuyên, có thể đảm bảo chất lượng sản phẩm và hiệu suất sản phẩm, rồi đảm bảo sản phẩm có tác dụng sử dụng tốt.
2.Tại sao tôi luyện thanh piston trong xi lanh?
Mục đích của việc làm nguội và tôi luyện thanh piston trong Xi lanh cần cẩu CAT E312 là làm cho thanh piston có độ bền và độ cứng cao hơn, độ dẻo và độ dẻo dai tốt hơn, và tính chất cơ học toàn diện tốt, và có ảnh hưởng tốt đến quá trình làm cứng bề mặt tiếp theo. Chuẩn bị tổ chức. Đối với áp lực, diện tích hiệu dụng của hình trụ là lực đẩy tính toán, có được bằng cách nhân áp suất với diện tích.
3.Xi lanh là bộ phận chính của máy móc xây dựng, phương pháp xử lý truyền thống là: chuốt khối xi lanh – khối xi lanh nhàm chán tốt – khối xi lanh mài. Phương pháp lăn là: chuốt khối xi lanh – khối xi lanh nhàm chán tốt – khối xi lanh lăn, quá trình này là 3 các bộ phận, nhưng thời gian được so sánh: mài 1 mét của khối xi lanh là khoảng 1-2 ngày, lăn 1 mét của khối xi lanh là khoảng 10-30 phút. So sánh đầu vào: máy mài hoặc máy quilting (Mười nghìn đồng – hàng triệu), dao lăn (mười nghìn – Mười nghìn đồng). Sau khi lăn, độ nhám bề mặt lỗ giảm từ RA3.2-6.3um trước khi cán xuống RA0.4-0.8&một, độ cứng bề mặt của lỗ tăng khoảng 30%, và độ bền mỏi của bề mặt bên trong của hình trụ tăng lên 25%. Nếu tuổi thọ sử dụng của xi lanh chỉ được xem xét, nó được tăng lên bởi 2 ĐẾN 3 lần, và hiệu quả của quá trình doa và cán là khoảng 3 cao hơn nhiều lần so với quá trình nghiền. Dữ liệu trên cho thấy quá trình cán hiệu quả và có thể cải thiện đáng kể chất lượng bề mặt của Xi lanh gầu SH120.
Sau khi xi lanh được lăn, không có cạnh nhỏ sắc nét trên bề mặt, và ma sát chuyển động lâu dài sẽ không làm hỏng vòng đệm hoặc vòng đệm, điều đặc biệt quan trọng trong ngành thủy lực.